Предимство на CNC хидравлична пресова спирачна машина

1. Лесна работа
CNC прес спирачката е много лесна за работа и е по-малко трудоемка машина. Следователно операторът може да работи с много машини едновременно. Тези машини могат лесно да се управляват чрез докосване, усещане и звук на оператора. Освен това, те са много лесни за използване и имат изключително мощна система за управление.
2. Гъвкаво програмиране
Гъвкавото програмиране на CNC прес спирачката позволява на оператора да управлява машината на прост английски или друг подходящ език.

Различните видове операции, които могат да се извършват, също са налични като опции в менюто. След като се избере необходимата операция, на екрана се появява друг списък с въпроси относно времената на цикъла, материалите, наляганията и други елементи, свързани с производствения процес. И след като операторът въведе отговорите в машината, стойностите се показват на екрана за потвърждение, преди да започне съответната задача.
3. Модерен дизайн
CNC прес спирачката включва модерен дизайн, който позволява на оператора лесно да организира последователността на завоите. Освен това помага на оператора бързо да произведе необходимия продукт. Освен това операторът вече не трябва да изчислява необходимото количество налягане, за да създаде конкретна степен на огъване. Дори другите фактори като дължина на фланеца, вид материал, дебелина и степен на огъване могат да бъдат директно въведени в CNC контролния блок. Частта, която ще бъде произведена, може да бъде разгледана и в 2D или 3D завършена версия. Освен това, след като първата част е програмирана на машината или чрез офлайн компютър, по-малко квалифициран оператор може лесно да произведе и следващите части.

4. Има две линейни скали, монтирани на плочи „C” от двете страни.
Фиксираме го върху работната маса, за да елиминираме ефекта на отклонението по време на работа. Линейната скала ще провери и двете крайни позиции на рам (Y1, Y2) и ще изпрати сигнал. След усилване от CNC усилвател, сигналът ще се подаде обратно към компютъра. Тогава компютърът ще контролира обема на маслото, което ще влезе в цилиндрите. Така паралелността на рамата и работната маса може да се контролира под ±0,01 мм.
5. Универсалност: Огънете всякаква дебелина и тип материал (в рамките на физическите граници на спирачките), включително сложни части като електронно шаси/скоби.
6. Системата DELEM има функции за автоматично тестване и самодиагностика. Също така програмирането включва размери на плочата за огъване, размери на детайла и избор на инструменти. Тогава CNC системата може автоматично да изчисли силата на огъване и позицията на задния габарит и цилиндъра. Също така може да се изчисли релето за време за проникване и натискане. Висококачествен електрохидравличен пропорционален клапан може да осигури синхронизация на двата цилиндъра, както и добър капацитет за справяне с ексцентрично натоварване.

7. Задният габарит приема въртящ се сферичен винт и въртящ се направляващ начин, така че прецизността на многократно позициониране на оста X може да достигне ±0,1 мм. Пълната машина е с предпазен предпазител и блокировка, за да предпази оператора от нараняване.
8. Основните плъзгащи се части като цилиндри, бутален прът, водач, всички са с износоустойчива обработка.
9. CNC система ще контролира хода на CNC хидравлична пресова спирачна машина, таран и задния габарит, всичко това с добра прецизност.
Недостатък на CNC хидравлична пресова спирачна машина
1. Манипулиране на материали: Трудност при манипулирането на големи листове
2. Инструменти: Необходими са инструменти отдолу и отгоре
3. Дължината на фланеца трябва да се простира през матрицата по време на цялата операция на огъване, ограничавайки размера на фланеца
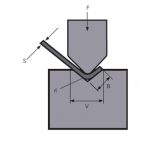
4. Пружина назад: В края на огъването възниква пружина обратно поради възстановяването на еластичната деформация, както е показано на фигура 1. Феноменът на отскока пряко влияе върху точността на размерите на детайла и трябва да се контролира. Мерките за процеса, предприети в това отношение, са: ① Метод за компенсация на ъгъла. Ако ъгълът на огъване на детайла е 90 °, машината за огъване под прореза (V-образен) ъгъл на отваряне може да бъде избран 78 °.

Фигура 1
Времето за натиск се увеличава чрез метода на корекция. Извършете корекция на налягането в края на огъването, за да удължите времето за контакт на горната матрица, детайла и долния жлеб на огъващата машина, за да увеличите степента на пластична деформация на филето на долния жлеб, така че да се постигне тенденцията за отскок на влакната в зоната на опън и компресия се противопоставя един на друг, като по този начин намалява връщащата бомба.
Свързани продукти
 Принципът на работа и съставът на CNC пресова спирачна огъваща машина
Принципът на работа и съставът на CNC пресова спирачна огъваща машина- WILA Ефективно решение за огъване на средни и дебели плочи
- Как да изберем тонажа на спирачната машина за хидравлична преса
- Топ 10 на производителите на преси в Китай
- Как да изберем подходящата CNC хидравлична пресова спирачна машина
- 4 стъпки, за да познавате E21 Система за огъване на ламарина с ЦПУ
- Какво е пресоване на спирачките
- Как да работите с машината за рязане на гилотина
- Поддръжка на хидравлична пресова машина
- Правила за безопасна работа на хидравличната пресова машина