Средните и дебели плочи се използват широко в различни области като натоварващи части, като булдозери, багери, товарачи, железопътни пътнически вагони и други строителни машини и локомотиви. Средните и тежки плочи обикновено се отнасят до метални плочи с дебелина между 4,5 и 25 мм. Методите на формоване на средни и тежки плочи включват главно: формоване с пресова спирачка, формоване на валцоващи машини и формоване с пресоване. Огъването (сгъването) е широко използван и богат метод за формиране на продуктова линия за средни и дебели плочи.
Трудностите при огъването на плочи са дълги детайли, високо налягане, трудно формоване, ниска ефективност и трудно контролируема прецизност. Крайният резултат от огъването е цялостно отразяване на параметрите на материала, параметрите на процеса и параметрите на матрицата. Разумният дизайн на тези параметри е ключът към подобряване на производителността на огъване на средни и дебели плочи.

Тонажът на пресовата спирачка (машина за огъване на пресови спирачки)
Първият проблем, пред който е изправено огъване на средни и дебели плочи, е изборът на тонажа на машината за огъване на пресова спирачка и дали носещата способност на приспособлението и матрицата отговарят на изискванията.
Силата F се прилага от машината за огъване на пресовата спирачка, за да задвижи взаимното движение между горната и долната матрица, като по този начин огъва плочата. За огъване на 90° плочи от въглеродна стомана, WILA дава емпиричната стойност на натоварването на плочата, както е показано в Таблица 1. Когато дебелината на въглеродната стомана е 20 mm, може да се избере долната матрица с V=160 mm. По това време силовото натоварване на огъващата машина е 150t/m.
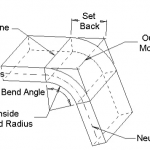
F=сила на единица дължина (t/m);
S= дебелина на материала (mm);
ri= радиус на огъване на вътрешния ъгъл (mm);
V = долния размер на отвора на матрицата (mm);
B= най-късият ръб на фланеца (mm) );
алуминий: F×50%;
алуминиева сплав: F×100%;
неръждаема стомана: F×150%;
щамповане и огъване: F×(3~5)

Тежка хидравлична скоба
Методите за носене на тежкотоварни горни хидравлични скоби WILA включват горно натоварване и натоварване на рамото, а максималното натоварване е съответно 250t/m и 800t/m. Носещата сила на повърхността на приспособлението приема CNC технология за дълбоко закаляване. Твърдостта по Рокуел е 56~60HRC, а дълбочината на втвърдяване е до 4 мм, което има висока твърдост и силна устойчивост на износване. Хидравличната скоба използва хидравлично бързо захващане, а разширяването на хидравличния маркуч задвижва движението на затягащия щифт, така че матрицата автоматично да се постави и линията на огъване автоматично се центрира. За матрица за огъване с обща дължина от 6 метра са необходими само около 5 секунди, за да бъде напълно затегнато хидравличното захващане, а ефективността на цялостното използване е 3~6 пъти по-висока от тази на обикновената ръчна система за затягане.

Работна маса за компенсиране на тежки машини
За огъване на средни и дебели плочи, новата версия на WILA на тежкотоварната механична компенсационна маса може не само лесно да отговори на изискванията за натоварване, но и да компенсира отклонението и деформацията на огъващата машина. Работната маса за механична компенсация приема хидравлично затягане, точността на повърхността може да достигне ±0,01 mm, твърдостта на скалната ямка е 56 ~ 60HRC, а дълбочината на втвърдяване е до 4 mm. Работната маса за механична компенсация използва универсалния интерфейс за инсталиране на UPB на WILA, който е лесен за инсталиране и има по-висока точност. Той също така има свои собствени настройки на посоката на Tx и Ty, които могат да гарантират, че работната маса и задния уред остават успоредни в предната и задна посока и могат да извършват локална корекция на ъгловото отклонение.

Тежка матрица/инструмент за огъване
Поради дебелината на плочата, за огъване на средни и дебели плочи обикновено се избират долната форма с по-голям размер на отвора (V24~V300) и формата с по-голяма носеща способност. Общите размери на матрицата обикновено са големи, а теглото на матрицата е надвишило нормалния капацитет за работа на оператора. С помощта на ролкови лагери, патентованата технология на WILA E2M (Easy to Move) позволява на операторите да преместват тежки форми за огъване удобно, безопасно и бързо, спестявайки значително време за смяна на матрицата и настройка на машината.
Могат да бъдат осигурени форми за огъване с различни форми на ножове и долни отвори на матрицата, които отговарят на нуждите на клиентите, като прави ножове, ятагани с гъши врат, форми за филе и мулти-V форми. Чрез прецизно шлайфане на ключови части, точността на размерите на матрицата е до ±0,01 мм. Чрез обработката на CNC технология за дълбоко закаляване и втвърдяване, твърдостта на матрицата може да достигне 56 ~ 60HRC, а дълбочината на втвърдения слой може да достигне 4 мм.

За огъване на средни и дебели плочи с различни дебелини на плочи, WILA предлага и Multi-V форми, които се предлагат в две форми: автоматично регулируем V порт и ръчно регулируем V порт, както е показано на Фигура 6. Чрез мотора с цифрово управление или регулиращия блок, V размерът на отвора на долната матрица може да се регулира произволно според характеристиките на плочата, което е особено подходящо за огъване на средни и дебели плочи с висок отскок и висока якост. В същото време, матрицата Multi-V се предлага със закалени ролки с нисък коефициент на триене, което може значително да намали външните гънки на огъващите части и в същото време може да намали огъването с 10% ~ 30% в сравнение с традиционната долна форма.

Свързани продукти
 Как да изберем тонажа на спирачната машина за хидравлична преса
Как да изберем тонажа на спирачната машина за хидравлична преса- Използвайте уменията на CNC огъваща машина
- Принципът на работа и съставът на CNC пресова спирачна огъваща машина
- Как да изберем подходящата матрица за машина за огъване на пресови спирачки
- Конвенционална последователност на огъване и спецификация за ежедневна употреба на матрицата за огъваща машина
- Защо да добавите система за компенсация към машина за огъване на пресови спирачки
- Как да изчислите допустимото огъване за вашата преса спирачка
- Китай Преса спирачна огъваща машина Форма
- От какво са направени пресовите спирачки? Какво представлява инструментът за пресова спирачка?
- Предимства и недостатъци на пресовата спирачна машина