Конвенционална последователност на огъване
1. Първо късата страна и първо дългата страна: Най-общо казано, когато и четирите страни са огънати, сгъването първо на късата страна и след това на дългата страна е от полза за обработката на детайла и сглобяването на матрицата за огъване.
2. Първо периферно и след това средно: При нормални обстоятелства обикновено започва от периферията на детайла и се сгъва към центъра на детайла.
3. Първо частично, след това цели: Ако има някои структури вътре или извън детайла, които се различават от другите структури за огъване, обикновено тези структури се огъват първо и след това други части.
4. Обмислете ситуацията на смущения и подредете разумно последователността на огъване: последователността на огъване не е статична и последователността на обработка трябва да бъде коригирана по подходящ начин според формата на огъване или препятствията върху детайла.

Спецификация за ежедневна употреба на матрицата за огъваща машина
1. Включете захранването на машината за огъване на спирачките, завъртете ключа, натиснете маслената помпа, за да стартирате, маслената помпа на огъващата машина започва да се върти и машината все още не е започнала да работи.
2. Регулирането на хода изисква пробен пуск, когато формовката на огъващата машина е официално стартирана. Когато горната матрица на огъващата машина се спусне до дъното, трябва да има празнина с дебелина на плочата. В противен случай това ще причини повреда на матрицата и машината. Регулирането на хода също има електрическо бързо регулиране и ръчно фино регулиране.
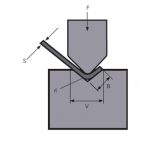
3. За избора на прореза на формата на огъващата машина обикновено се избира прорез от 8 пъти ширината на дебелината на плочата. Ако огънете 4 мм лист, трябва да изберете слот от около 32.

4. Проверете припокриването и твърдостта на горните и долните форми на огъващата машина; проверете дали устройствата за позициониране отговарят на изискванията за обработка. Често проверявайте припокриването на горните и долните форми; дали инструкциите на манометъра отговарят на разпоредбите.
5. Когато листът е огънат, той трябва да бъде уплътнен, за да се предотврати повдигането на листа и нараняването на оператора по време на огъване.
6. Захранването трябва да бъде прекъснато при регулиране на матрицата за ламарина и операцията да бъде спряна.
7. При смяна на отвора на долната матрица на променливата огъваща машина не е позволено материал да влиза в контакт с долната матрица.
8. Забранено е използването на матрици за огъващи машини за огъване на прекалено дебели железни плочи или закалени стоманени плочи, висококачествени легирани стомани, квадратни стомани и листове, които надвишават производителността на машината за огъване на ламарина, за да се избегне повреда на машинния инструмент .
9. Изключете машината за огъване и поставете дървени блокове върху долните форми под цилиндрите от двете страни, за да спуснете горната плъзгаща плоча върху дървените блокове. Първо излезте от програмата на системата за управление, след това прекъснете захранването.

Свързани продукти
 Правила за безопасна работа на хидравличната пресова машина
Правила за безопасна работа на хидравличната пресова машина- Как да изберем подходящата матрица за машина за огъване на пресови спирачки
- Използвайте уменията на CNC огъваща машина
- WILA Ефективно решение за огъване на средни и дебели плочи
- Как да изберем тонажа на спирачната машина за хидравлична преса
- Често срещани неизправности и метод за отстраняване на неизправности за четириколонна хидравлична преса
- Ремонт на често срещани повреди на хидравлична машина за срязване и поддръжка на системата на маслената верига
- Защо да добавите система за компенсация към машина за огъване на пресови спирачки
- Какво е пресоване на спирачките
- Как да изчислите допустимото огъване за вашата преса спирачка