1. Разбиране на процеса на огъване: прости факти

Допуск на огъване = ъгъл * (T/ 180)*(Радиус + K-фактор *Дебелина) Компенсация на огъване = Допуска на огъване-(2 * Назад)
Вътрешен гръб = тен (ъгъл / 2) *Радиус Външен гръб = тен (ъгъл / 2)*(Радиус + дебелина)

1) Радиусът, получен върху огъната част, влияе върху дължината, на която трябва да отрежем тази част (преди огъване).
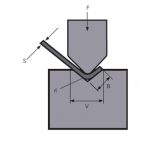
2) Радиусът, получен при огъване, зависи 99% от V отвора, с който избираме да работим.
Преди да проектираме детайла и със сигурност преди да започнем да режем заготовките, ТРЯБВА да знаем ТОЧНО какъв V отвор ще използваме, за да огънем детайла на спирачката за пресата.

2. Как радиусът влияе на заготовките
по-голям радиус ще „избута“ краката на нашата част навън, създавайки впечатлението, че заготовката е изрязана „твърде дълго“.
по-малък радиус ще изисква заготовка, която трябва да бъде изрязана „малко по-дълго“, отколкото ако радиусът е по-голям.

3. Добавка за огъване

Разгънатите заготовки на горната фигура ще бъдат изчислени, както следва:
B = 150 + 100 + 60 + BA1 + BA2
Как да изчислим BA1 и BA2:
Изчисляване на допустимото огъване
Частта, която трябва да намалим от двата крака, след като се припокрият, като стане плоска, е това, което обикновено познаваме като „допуск на огъване“ (или BA в уравнението).

Формула за огъване
BA формула за огъвания до 90°

BA формула за огъвания от 91° до 165°

iR= Вътрешен радиус
S = дебелина
Β = ъгъл
Π = 3,14159265….
K = K фактор
K фактор
При огъване на спирачка за преса вътрешната част на ламарина се компресира, а външната част се разтяга.
Това означава, че има част от листа, където влакната не са нито компресирани, нито удължени. Ние наричаме тази част „неутрална ос“.

Разстоянието от вътрешната страна на завоя до неутралната ос е това, което наричаме K фактор.
Тази стойност идва с материала, който купуваме и не може да бъде променен.
Тази стойност се изразява във дроби. Колкото по-малък е факторът K, толкова по-близо ще бъде неутралната ос до вътрешния радиус на листа.

K фактор = фина настройка
Коефициентът К влияе върху нашата разгъната заготовка. Не толкова, колкото радиуса на детайла, но можем да мислим за него като изчисления за фина настройка за заготовки.
колкото по-малък е факторът K, толкова повече материал се разширява и следователно се „изтласква“... което означава, че кракът ни ще стане „по-голям“.
Изчисляване на K фактор
През повечето време можем да оценим и коригираме K фактора, когато фина настройка на нашите празни изчисления.
всичко, което трябва да направим, са някои тестове (на избрания V отвор) и да измерим радиуса на детайла.
В случай, че трябва да определите по-точен K фактор, по-долу е изчислението за определяне на точния K фактор за вашия завой.

K фактор: формула

Решаване на примера:
B = 150 + 100 + 60 +BA1 + BA2
Оценка на K фактор
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
И двата завоя са 90° или по-малко:

което означава:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
Следователно:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296,8 мм
Свързани продукти
 От какво са направени пресовите спирачки? Какво представлява инструментът за пресова спирачка?
От какво са направени пресовите спирачки? Какво представлява инструментът за пресова спирачка?- Какво е пресоване на спирачките
- Как да изберем тонажа на спирачната машина за хидравлична преса
- Кантонски панаир
- WILA Ефективно решение за огъване на средни и дебели плочи
- Как да изберем подходящата матрица за машина за огъване на пресови спирачки
- Конвенционална последователност на огъване и спецификация за ежедневна употреба на матрицата за огъваща машина
- Защо да добавите система за компенсация към машина за огъване на пресови спирачки
- Използвайте уменията на CNC огъваща машина
- Изчисляване на силата на огъване при свободно огъване на машина за огъване на ламарина