Представете накратко производствения процес на мивката от неръждаема стомана. Производството на мивки от неръждаема стомана обикновено включва подбор на суровини, производствени процеси, повърхностна обработка и т.н. Като цяло са необходими тези три стъпки, от които изборът на суровини и процесите на производство и обработка са най-важни.
Избор на суровини
Понастоящем материалите от неръждаема стомана, които обикновено се използват от местните производители на мивки от неръждаема стомана, са плочи от неръждаема стомана с дебелина 0,8-1,0 mm, които са най-подходящи за производството на мивки. Ако плочата е твърде тънка, това ще повлияе на експлоатационния живот и здравината на мивката. Ако чинията е твърде дебела, е лесно да повредите измитата посуда.

Производствен процес
Има два основни процеса на обработка за мивки от неръждаема стомана: заваряване и еднократно формоване.
1. Метод на заваряване
Методът на заваряване е да се пробие поотделно повърхността на канала и тялото на канала, след което да се свържат двете чрез заваряване и да се запълни и полира повърхността на заваръчния шев. По принцип няма следи от заваряване на предния външен вид. Този метод на производство и обработка е прост в процеса и може да бъде постигнат чрез малко оборудване за перфоратор и прости форми. Обикновено се използват плочи от неръждаема стомана 0,5-0,7 мм. Този метод на обработка има по-малко загуби по време на производствения процес и цената е сравнително ниска. Следователно цената на мивката от неръждаема стомана, произведена по този метод, е сравнително ниска. Сега, стига да е продукт от обикновен производител, процесът на заваряване се заварява чрез заваряване на вълново съпротивление с цифрово управление и качеството е преминало. Има два начина:
1) Първият е околното заваряване на легена и панела, наричано още шевно заваряване (заваряване на дъно).
Предимството му е красивият външен вид. След строга обработка не е лесно да се намерят заварки, а повърхността на мивката е плоска и гладка. Недостатъкът е, че някои потребители се съмняват в неговата здравина. Всъщност сегашната технология на заваряване включва основно под-дъгово заваряване и най-модерното съпротивително заваряване с цифров контрол и качеството е преминало. Недостатъкът на този метод на заваряване е, че консумира твърде много материал и трябва да пробие две стоманени пластини.
2) Другото е челно заваряване на два единични легена в един, наричано още челно заваряване.
Предимството е, че легенът и панелът са интегрално опънати и оформени, което е здраво и издръжливо. Недостатъкът е, че следите от заваряване се виждат лесно, а плоскостта е малко по-лоша. Всъщност някои така наречени едностъпални мивки с двоен резервоар не са щамповани от едно парче материал, а са специално заварени от два единични мивки. Когато го купувате, може да обърнете внимание на спойката е в средата на двете мивки, която се вижда от обратната страна. Една плоча се пробива в две мивки. В света няма такава технология. Най-трудното нещо, което трябва да направите за челно заварената тенджера, е да осигурите плоската повърхност на гърнето. Ако може да бъде гарантирано, тогава това наистина е най-добрият начин. Тъй като използва същия материал като цялостното разтягане, той може също да реши проблема с разтягането на свързаното разтягане.
Качеството на заваряване на мивката е най-критичният фактор, влияещ върху живота на мивката. Доброто заваряване може да предотврати ръжда и разпояване. Заваряването трябва да е гладко, гладко, стегнато, без фалшиви заварки, петна от ръжда и шупли. Всички двойни мивки с дълбочина над 18 см са заварени. Тъй като резервоарът с двоен басейн се разтяга на повече от 18 см едновременно (дълбочината на резервоара, а не общата височина на резервоара и страната на резервоара)), това е граничната дълбочина на технологията за обработка.
2. Метод за еднократно формиране на интегрално разтягане (използва се главно за единичен жлеб)
Този метод на обработка на мивки от неръждаема стомана е направен от цял лист материал, който изисква относително високо оборудване за обработка и форми. Тъй като еднократното формоване изисква високо качество и пластичност на листа, той обикновено се пробива с лист от неръждаема стомана с дебелина 0,8-1 мм. Използвайте интегрални форми и вносно оборудване за перфоратор. Поради голямата загуба на рязане на ръба на листа при производството на метода за еднократно формоване и големите инвестиции във форми и оборудване, цената е висока. Следователно мивката от неръждаема стомана, произведена по този метод, е по-скъпа.
Еднократният производствен процес на формоване е много популярен и производственият процес е труден. Този вид производствена технология е много взискателна, а процесът на формоване на едно парче е особено важен процес, който изисква висок материал от стоманена плоча. Той реши проблема с течовете, причинен от заваряването на тялото на басейна, че заваръчният шев не може да издържи на корозия от различни химически течности (като препарат, почистващ препарат за неръждаема стомана и др.). Но има много недостатъци при измиването на чиния в мивка, като например:
1) Общата дебелина на оформената мивка е неравномерна, сравнително тънка, предимно около 0,7 мм. Тази технология в момента не е преодоляна, дъното на мивката е твърде тънко, а по-добрата дебелина на мивката трябва да бъде 0,8-1,0 мм.
2) Мивката не може да бъде твърде дълбока. Тъй като е твърде дълбока, стената на мивката ще бъде твърде тънка и счупена и твърде плитката вода лесно ще изпръска, което е неприятно за използване.
3) Разтягащите резервоари за вода обикновено изискват високотемпературно отгряване, обикновено при температура над 1200 градуса. След такова третиране твърдостта на резервоара за вода е естествено отслабена и твърдостта на резервоара за вода определено е компрометирана.
4) По отношение на обработката на ръбовете, цялостният разтегнат басейн обикновено е еднослоен фланц. От една страна е много възможно да се режат ръцете на монтажника. Най-важното е, че няма "усилващо ребро" и теглото не е достатъчно добро. В същото време е трудно да се постигне ефектът на запечатваща вода.
5) Цялостният разтеглив панел е трудно да бъде плосък.
6) Цената е твърде висока. Поради изключително високите изисквания към материали и процеси, цената на един басейн на практика се увеличава.
Предимството на еднократната оформяща мивка е, че материалът е по-добър от този на заварения леген, процесът е сложен, а обработката е трудна. Процесът на заваряване на мивката е прост и плочата не се оформя добре наведнъж, но относителната цена е малко по-евтина, а дебелината на долната плоча също е по-дебела от тази на еднократното формоване. Просто казано, няма разлика в използването между заварена мивка и мивка от една част. Въпреки това, поради технологични причини, интегрираната мивка от неръждаема стомана не може да бъде направена твърде дълбока и има проблем с пръскане на вода. Най-важното предимство на интегрираната мивка е, че няма да има проблеми с изтичане, тъй като заваръчната междина на умивалника не е корозирала от различни химически течности (като детергенти, почистващи препарати за неръждаема стомана и др.). Но това предимство вече няма никакви предимства поради дългия гаранционен срок.
Повърхностна обработка
Понастоящем има четири вида процеси на повърхностна обработка за мивки от неръждаема стомана: единият е матиран (четкаран), другият е пясъкоструене (матова перлена сребърна повърхност), третият е полиране (огледално), а четвъртият е релеф.
1. Глазура (теглене на тел)
Понастоящем най-широко използваният процес на повърхностна обработка в индустрията за обработка на мивки от неръждаема стомана е глазуването (теглене на тел). Някои производители правят процеса на глазура доста прост, а цената също е ниска. Просто използвайте шлифовъчния диск за полиране. Такива клиенти нямат много високи изисквания към повърхността на материала. Малък дефект на повърхността се елиминира след няколкократно полиране.
Понастоящем някои разпределителни звена от неръждаема стомана в Wuxi и Zhejiang са въвели оборудване за смилане на цялото ролково масло, което повишава прага за предприятията за обработка на мивки от неръждаема стомана. Трябва да се обърне повече внимание на качеството на повърхността на продукта. Разбира се, масленото фрезоване на цялата ролка също е тест за качеството на повърхността на материала, включително стила на повърхностна обработка, изискван от клиента, посоката на текстурата и т.н. Дефектите, които лесно се появяват при тази обработка процес са лентата на цветовата разлика, моделът на вибрациите и вдлъбнатината и дълбочината на шаблона, причинени от изключване или смяна на лентата по време на обработката.
2. Пясъкоструйна обработка (матова перлена сребърна повърхност)
Ефектът на мивката от неръждаема стомана след пясъкоструене е перлен мат. Предимството му е, че не залепва за масло и е много красиво. Този процес на повърхностна обработка е много популярен и модерен в Европа. При повърхностната обработка на някои домакински уреди почти всички производители за износ възприемат този стил на обработка. При пясъкоструене се използват предимно стъклени перли за бластиране и след това химическа повърхностна обработка.
3. Полиране (огледало)
Полирането (огледалото) е широко използван стил на повърхностна обработка в първите дни. Въпреки това, независимо дали се разчита на ръчно полиране в началото или на механично полиране по-късно, това беше стремежът към гладка и отразяваща повърхност. Колкото по-плоска е повърхността, толкова по-висока е степента на отражение. Полирането има високи изисквания към самия материал, а качеството на повърхността е трудно да се контролира по време на обработката, а освен това е и най-лесно да се надраска. И след дълго време огледалният ефект изчезна.
4. Релеф
Релефният стил е изработен от релефен материал. Няма наличност от този материал в домашните стоманодобивни заводи и производствената технология на този материал не е достъпна за всички стоманени заводи, така че цената му е сравнително висока. Релефният материал е много устойчив на износване. Аз лично смятам, че ако популярността на този материал може да бъде толкова популярен, колкото другите повърхностно обработени материали, той също ще бъде признат от пазара.

Специфичният процес на формоване на мивка от неръждаема стомана
1. Оформяне на разтягане
1) Машина: обикновено използвайте хидравлична преса с по-голям тонаж (200T) или повече, за да разтегнете плочата.
2) Форма: Ъгълът не трябва да е твърде прав, обикновено точно над φ10, структурата трябва да е разумна.
3) Материал: Обикновено се изисква дебелината на плочата да бъде в рамките на 0,8-1,0 мм. Ако надхвърли този диапазон, дори 500T хидравлична преса ще бъде слаба.
4) Топлинна обработка: Цялостният разтегнат резервоар за вода обикновено се нуждае от обработка при висока температура, обикновено при температура над 1200 градуса, за да се елиминира вътрешното напрежение след разтягане.
5) Повърхностна обработка: изтегляне на тел, полиране, полиране (обикновено гладко).
6) Процес: След добавяне на маслото за изтегляне към матрицата, плочата може да бъде разтеглена плавно, обработка на отгряване след формоване и повърхностна обработка.
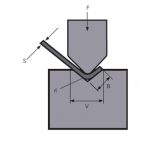
2. Ръчно формоване
1) Машина: обикновено използвайте машина за огъване на пресова спирачка, хидравлична преса за формоване и машина за заваряване с аргон за заваряване.
2) Приспособления: приспособления за огъване, хидравлични пресови форми.
3) Материал: Тъй като процесът приема огъване, дебелината на плочата не е ограничена и обикновено се приема разумна дебелина според икономията.
4) Заваряване: Според дебелината на материала могат да бъдат избрани различни заваръчни токове, например заваръчният ток под 220A се използва за 1,2 мм.
5) Повърхностна обработка: изтегляне на тел, полиране, полиране (обикновено гладко).
6) Процес: Обикновено листът се огъва и оформя първо, а след това страничните шевове се заваряват като кутия за оригами и накрая се извършва повърхностна обработка.
Свързани продукти
 Присъединете се към нас, за да правите ГОЛЯМ БИЗНЕС!
Присъединете се към нас, за да правите ГОЛЯМ БИЗНЕС!- Как да работите с машината за рязане на гилотина
- WILA Ефективно решение за огъване на средни и дебели плочи
- Как да изберем подходящата матрица за машина за огъване на пресови спирачки
- От какво са направени пресовите спирачки? Какво представлява инструментът за пресова спирачка?
- Конвенционална последователност на огъване и спецификация за ежедневна употреба на матрицата за огъваща машина
- Кантонски панаир
- QC11Y 12x6000 мм хидравлични гилотинни ножици бяха доставени в Аржентина
- Топ 10 производители на машини за рязане на гилотина
- 1000W 1500W 2000W Ръчна ръчна машина за лазерно заваряване на влакна за лазерен заваръчен апарат за метален лист от неръждаема стомана